






走进铭泰
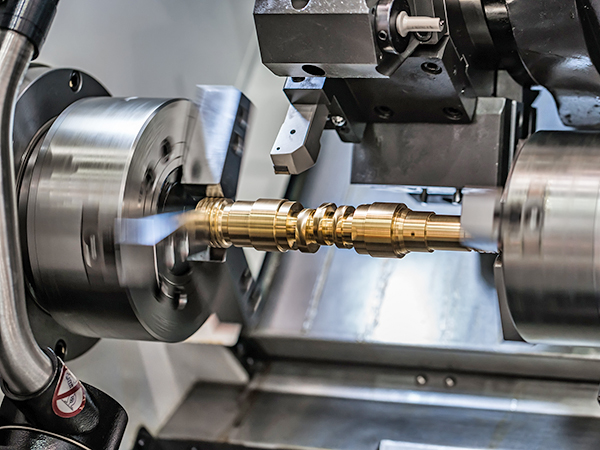
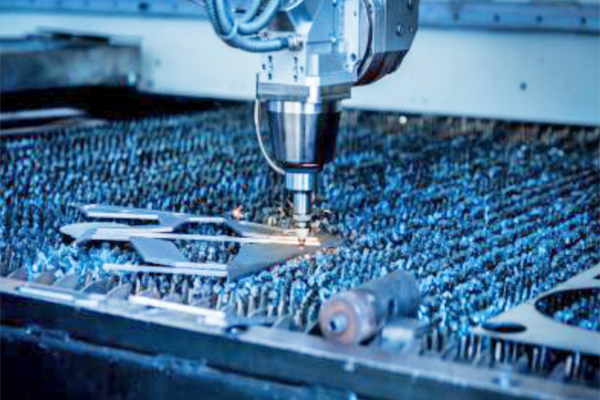
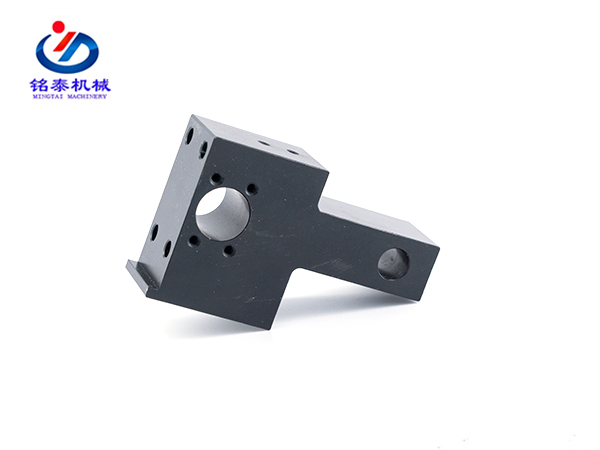
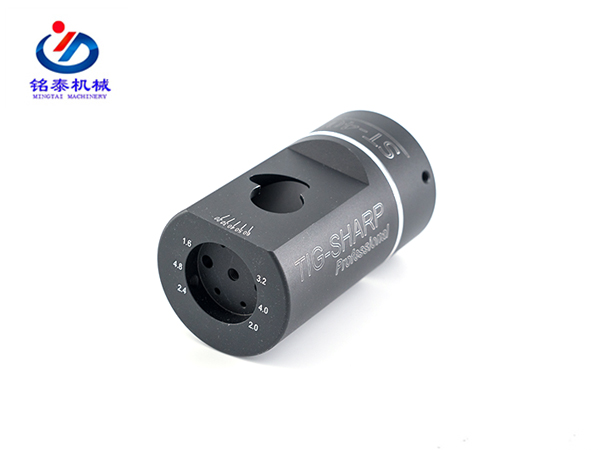
专业加工定制各种精密五金配件
铭泰精密机械(广东)有限公司是一家专业从事精密五金机械零件、模具、治具、夹具、自动化设备的设计、制造与装配服务的专业性公司,公司位于中国广东省东莞市万江区清水凹路厚德福工业园内,公司产品覆盖机械、电子、半导体、通讯设备、模具、自动化专用生产设备等多种领域...[查看更多+]


 咨询加工 01
咨询加工 01  加工需求 02
加工需求 02  加工报价 03
加工报价 03  加工产品 04
加工产品 04  验收产品 05
验收产品 05  物流发货 06
物流发货 06  咨询
咨询 






 全国服务热线:
全国服务热线:



















































